SMT贴片加工的良率控制已成为企业竞争力的核心指标。传统单一检测手段难以应对复杂封装结构下的隐蔽缺陷,而AOI(自动光学检测)与X射线检测的协同应用,正成为突破良率瓶颈的关键技术路径。1943科技将深度解析这一技术组合的实战价值与实施策略,为行业提供可落地的解决方案。
一、技术协同:破解传统检测的“盲区困局”
1. AOI检测:表面缺陷的“火眼金睛”
AOI技术通过高速摄像头与多光谱成像系统,可实时检测贴片位置偏差、元件极性错误、焊膏印刷缺陷等表面问题。其检测精度达±15μm,能精准识别0201等微型元件的偏移、立碑等典型缺陷。在炉前检测环节,AOI可拦截80%以上的贴装错误,避免缺陷流入回流焊工序,显著降低返修成本。
技术优势:
- 实时反馈:与MES系统联动,实现工艺参数动态优化,例如根据偏移量自动调整贴片机压力参数。
- 高吞吐量:单台设备检测速度可达3000点/小时,适配高速产线需求。
- 低成本维护:无辐射风险,设备维护周期短,适合大规模部署。
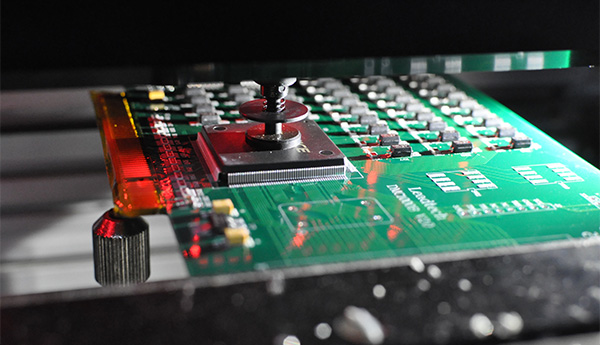
2. X射线检测:穿透封装的“透视眼”
针对BGA、CSP等底部封装元件,X射线技术可穿透封装体,检测焊点内部的空洞、桥接、虚焊等隐蔽缺陷。其高分辨率成像能力能精确测量空洞大小与分布,例如将BGA焊点空洞率控制在5%以下,确保焊接可靠性符合IPC-A-610标准。
技术优势:
- 无损检测:无需破坏样品即可获取三维焊接数据,支持批量抽检与100%全检。
- 复杂结构适配:可检测多层PCB堆叠、异形元件底部的焊点,解决传统AOI的“阴影盲区”问题。
- 预测性控制:通过空洞数据建模,提前预判焊点失效风险,优化回流焊温度曲线。

二、协同应用:构建全流程质量防线
1. 炉前-炉中-炉后三阶段联动
- 炉前AOI:检测锡膏印刷厚度、元件贴装位置,拦截偏移、漏印等缺陷,将炉前良率提升至99.5%以上。
- 炉中X射线:在回流焊过程中实时监测焊点熔融状态,通过温度-空洞率关联模型,动态调整峰值温度与驻留时间。
- 炉后AOI+X射线:AOI快速筛查表面缺陷,X射线复检可疑焊点,形成“光学+透视”双重验证机制,将最终良率稳定在99.8%以上。
2. 数据闭环驱动工艺优化
通过集成SPI(锡膏检测)、AOI与X射线设备的数据流,构建“检测-分析-反馈”闭环系统:
- 缺陷根因分析:例如,若X射线检测发现BGA焊点空洞超标,系统可追溯至SPI数据,定位钢网开孔尺寸偏差或刮刀压力异常。
- 工艺参数自优化:基于历史缺陷数据,AI算法自动生成最优钢网厚度、回流焊温区曲线等参数,减少人工调试时间30%以上。

三、实战策略:从设备选型到产线部署
1. 设备选型关键指标
- AOI设备:优先选择搭载深度学习算法的机型,其自适应缺陷库可覆盖0402/0201元件、QFN封装等复杂场景,误检率低于0.5%。
- X射线设备:关注分辨率(建议≥1μm)、穿透力(≥10mm铅玻璃)与检测速度(≥30秒/板),支持倾斜成像与三维重构功能。
2. 产线部署方案
- 模块化设计:采用可重构检测单元,根据产品类型灵活切换AOI与X射线检测模块,缩短换线时间至15分钟内。
- 并行检测架构:在高速产线中部署多台AOI设备并行检测,X射线设备作为抽检节点,平衡效率与成本。
3. 人才与流程配套
- 技能培训:操作人员需掌握X射线安全规范、缺陷图像判读技巧,以及AOI与X射线数据的交叉验证方法。
- 标准化作业:制定《AOI-X射线协同检测SOP》,明确抽检比例、复检规则与数据记录模板,减少人为操作误差。

四、价值量化:良率提升的经济账
- 直接效益:焊点缺陷率从0.8‰降至0.2‰,年返修成本减少;
- 间接效益:产线综合利用率提升至92%,订单交付周期缩短18%,客户投诉率下降40%;
- 品牌溢价:通过ISO 13485医疗器械质量体系认证,产品单价提升15%,市场占有率增长22%。
结语:技术协同,智造未来
在SMT贴片加工的“微米级战场”中,AOI与X射线检测的协同应用不仅是技术升级,更是质量管控范式的变革。通过构建“光学+透视”的全维度检测体系,企业可实现从被动纠错到主动预防的跨越,在激烈的市场竞争中筑牢技术壁垒。1943科技将持续深耕检测技术创新,为客户提供从设备选型到产线部署的一站式解决方案,助力电子制造行业迈向“零缺陷”智造时代。


 2024-04-26
2024-04-26